 Þú ert hér:
Þú ert hér:








OPVC pípuútdráttarvél
Spyrjast fyrir
PVC-O PÍPAKYNNING
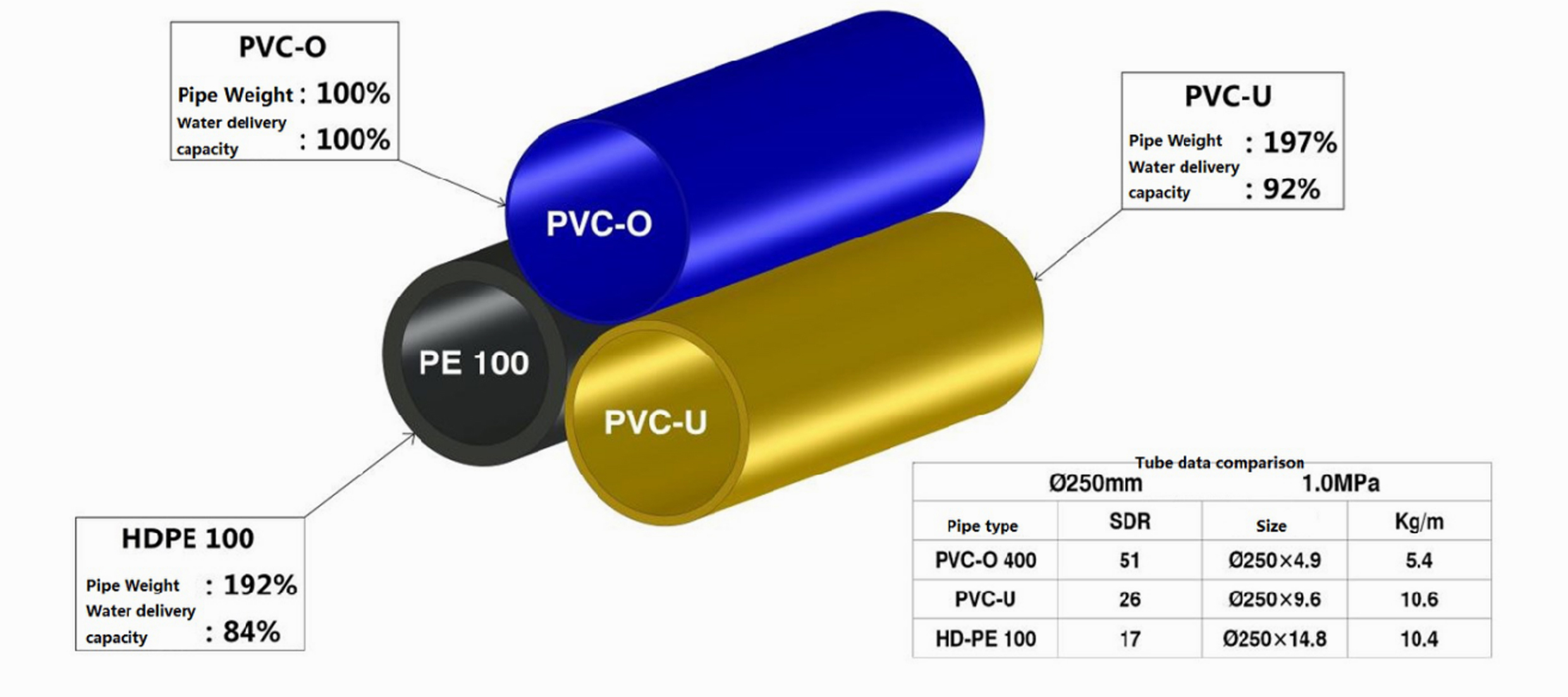
● Með því að teygja PVC-U pípuna, sem framleidd er með útpressun, bæði í ás og geisla, eru löngu PVC sameindakeðjurnar í pípunni raðað í skipulegan tvíása átt, þannig að styrkur, seigja og viðnám PVC pípunnar batnar verulega. Afköstin við götun, þreytuþol og lághitaþol hafa batnað verulega. Afköst nýja pípuefnisins (PVC-O) sem fæst með þessari aðferð eru mun betri en venjuleg PVC-U pípa.
● Rannsóknir hafa sýnt að samanborið við PVC-U pípur geta PVC-O pípur sparað hráefni til muna, lækkað kostnað, bætt heildarafköst pípanna og lækkað kostnað við smíði og uppsetningu pípa.
Gagnasamanburður
Milli PVC-O pípa og annarra gerða pípa
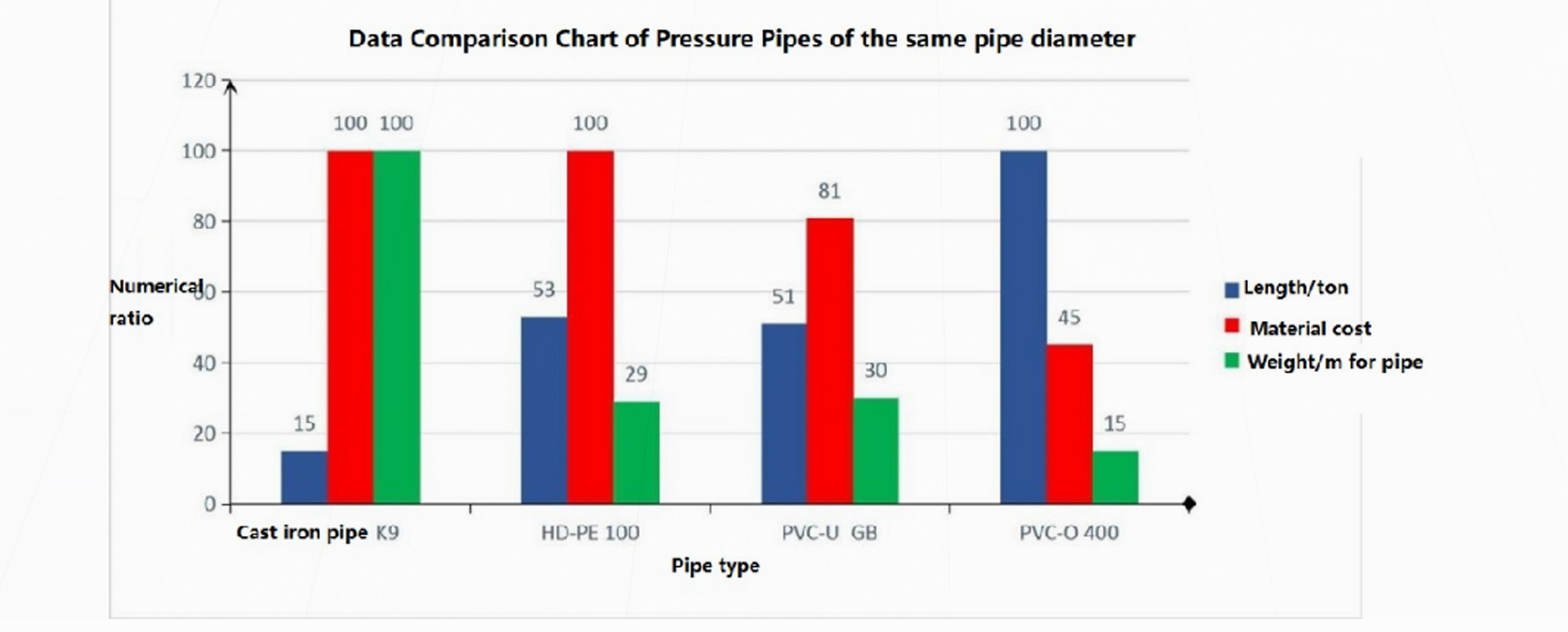
Taflan sýnir fjórar mismunandi gerðir af pípum (undir 400 mm þvermál), þ.e. steypujárnspípur, HDPE pípur, PVC-U pípur og PVC-O 400 gæðapípur. Af grafgögnunum má sjá að hráefniskostnaður steypujárnspípa og HDPE pípa er hæstur, sem er í grundvallaratriðum sá sami. Þyngd steypujárnspípunnar K9 er mest, sem er meira en 6 sinnum meiri en PVC-O pípan, sem þýðir að flutningur, smíði og uppsetning eru afar óþægileg. PVC-O pípur hafa bestu gögnin, lægsta hráefniskostnaðinn, léttustu þyngdina og sama magn af hráefni getur framleitt lengri pípur.
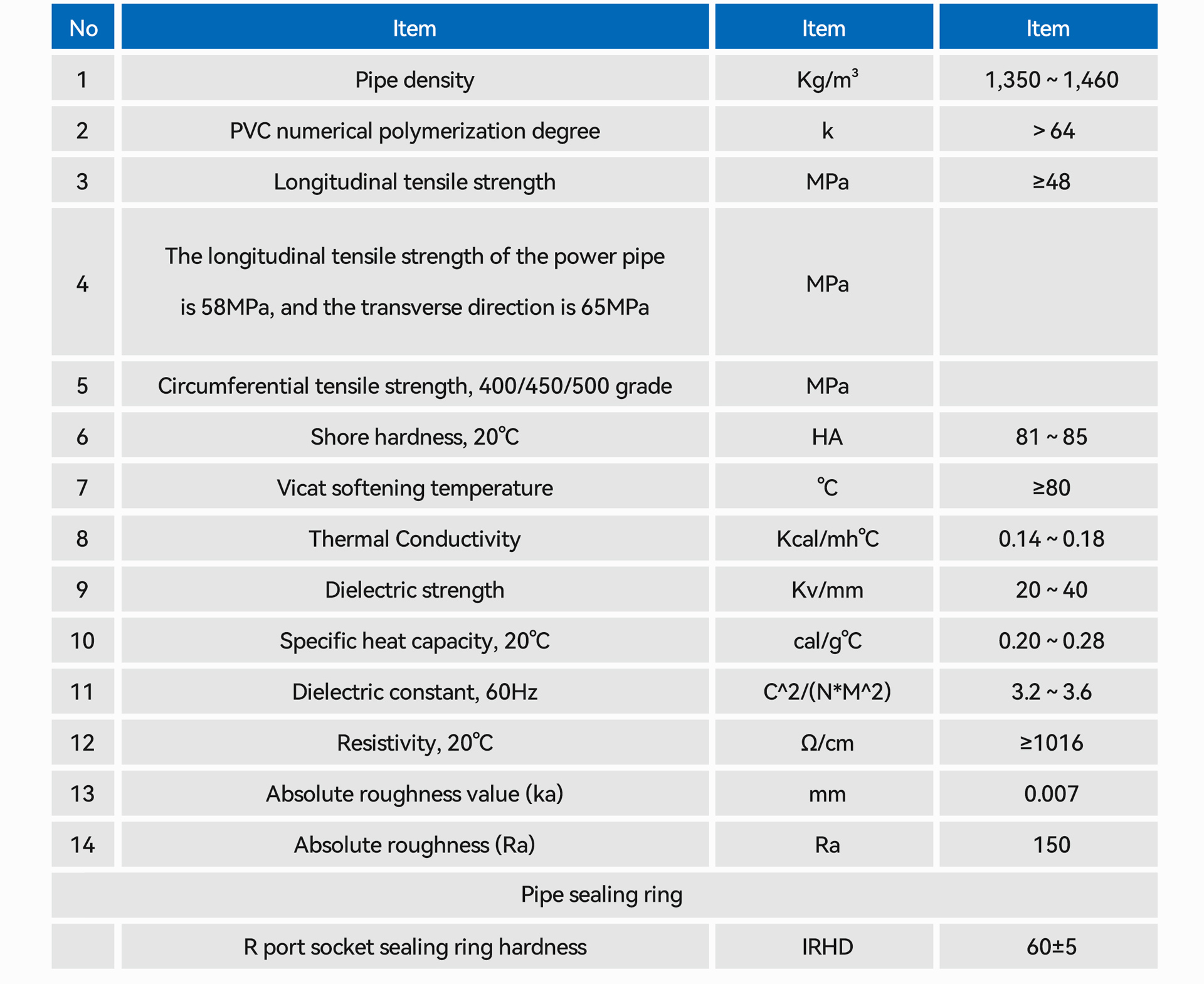
Eðlisfræðilegar vísitölur og dæmi um PVC-O pípur
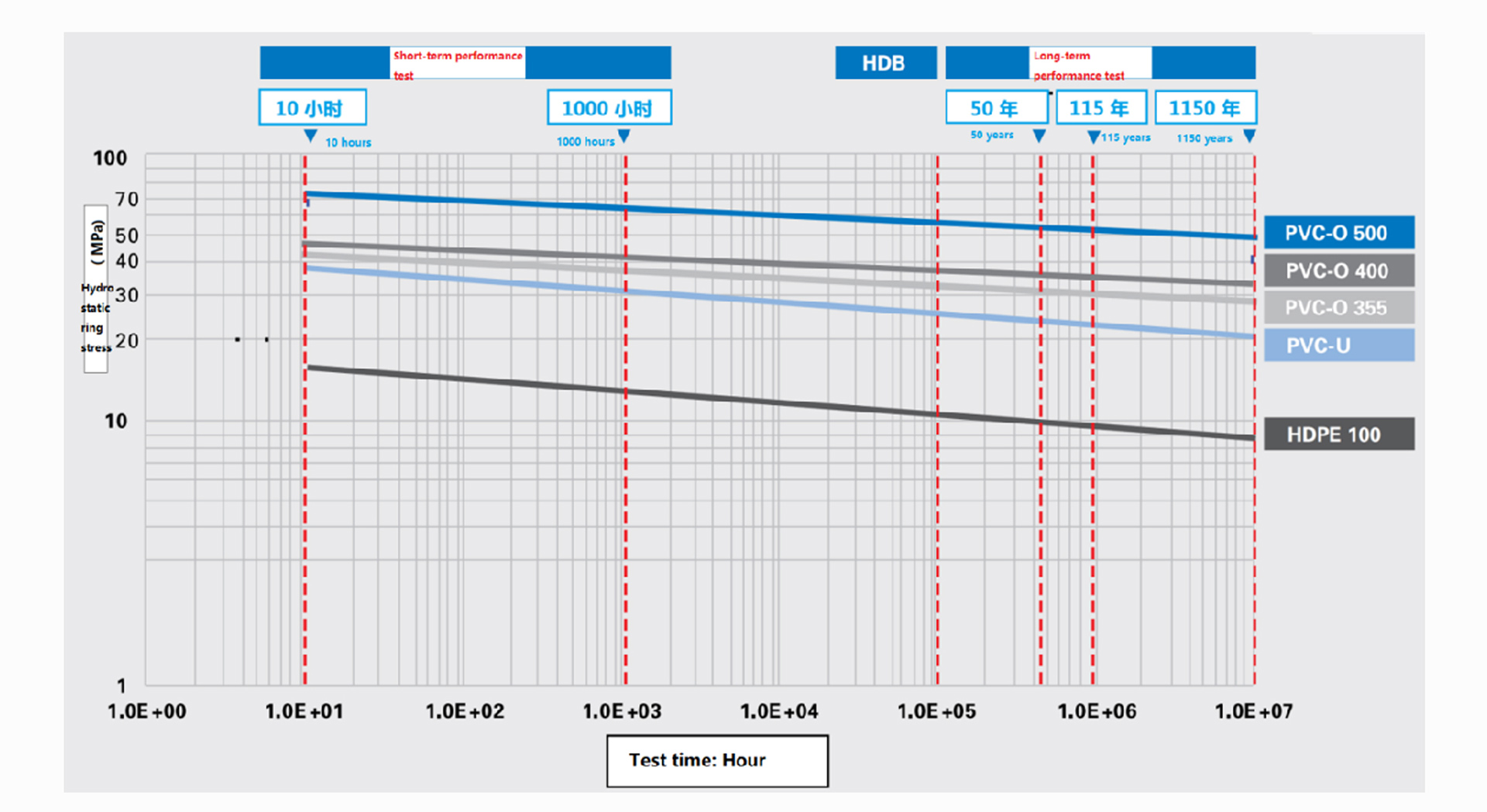
Samanburðartafla yfir vökvaferil plastpípu
Viðeigandi staðlar fyrir PVC-O rör
Alþjóðlegur staðall: ISO 1 6422-2024
Suður-afrískur staðall: SANS 1808-85:2004
Spænskur staðall: UNE ISO16422
Bandarískur staðall: ANSI/AWWA C909-02
Franskur staðall: NF T 54-948:2003
Kanadískur staðall: CSA B137.3.1-09
Braziljan staðall: ABTN NBR 15750
Indverskur staðall: IS 16647:2017
Kínverskur staðall fyrir þéttbýlisbyggingar: CJ/T 445-2014
(Bretlandsstaðallinn er í vinnslu)

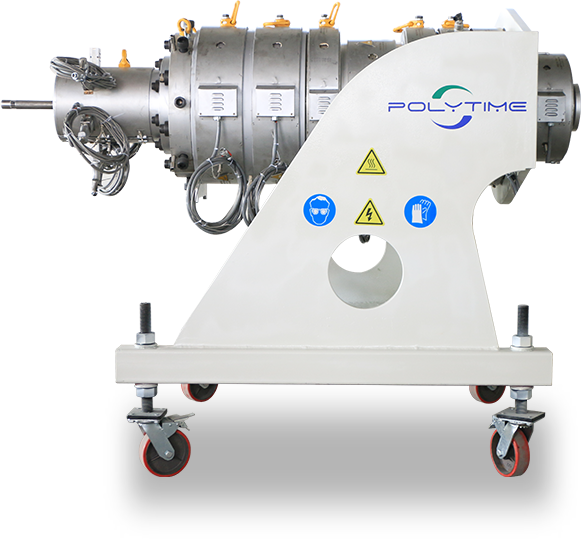
Samsíða tvískrúfuþrýstibúnaður
● Tunna með nauðungarkælingu
● Gírkassi með mjög miklu togi, togstuðull 25, þýsk INA-legur, sjálfhönnuð og sérsniðin
● Tvöföld tómarúmhönnun
Deyjahaus
● Tvöföld þjöppunarbygging mótsins getur alveg útrýmt samflæðisflísum sem orsakast af skjótfestingunni
● Mótið hefur innri kælingu og loftkælingu, sem getur nákvæmlega stjórnað innra hitastigi mótsins
● Hver hluti mótsins er með lyftihring sem hægt er að lyfta og taka í sundur sjálfstætt
Lofttæmistankur
● Allar lofttæmisdælur eru búnar varaaflsdælu. Þegar dælan skemmist fer varaaflsdælan sjálfkrafa í gang án þess að það hafi áhrif á framleiðsluna. Hver dæla er með sjálfstæða viðvörunarkerfi með viðvörunarljósi.

● Tvöföld hönnun á tómarúmsboxi, hröð ræsing tómarúmsins, sparar úrgang við gangsetningu og gangsetningu
● Með hitara fyrir vatnstank, til að koma í veg fyrir að vatnshitinn í vatnstankinum verði of kaldur eða að hann kvikni ekki eftir frost.
Aflsláttareining
● Með skurðarbúnaði sker pípuna þegar búnaðurinn er ræstur og auðveldar tengingu blýpípunnar.
● Báðir endar lyftibúnaðarins eru búnir rafknúnum lyfti- og hýsingarbúnaði, sem er þægilegt til að stilla miðjuhæðina þegar skipt er um rör með mismunandi ytri þvermál meðan á framleiðsluferlinu stendur.

Innrauð hitunarvél
● Holur keramikhitari, COSCO hitun, hitunarplata flutt inn frá Þýskalandi
● Innbyggður hitaskynjari á hitunarplötunni, nákvæm hitastýring, með villu upp á +1 gráðu
● Óháð hitastýring fyrir hverja hitunarátt
Planetarískt sagskurðartæki
● Klemmubúnaðurinn vinnur með servókerfinu til að bæta nákvæmni skurðarins

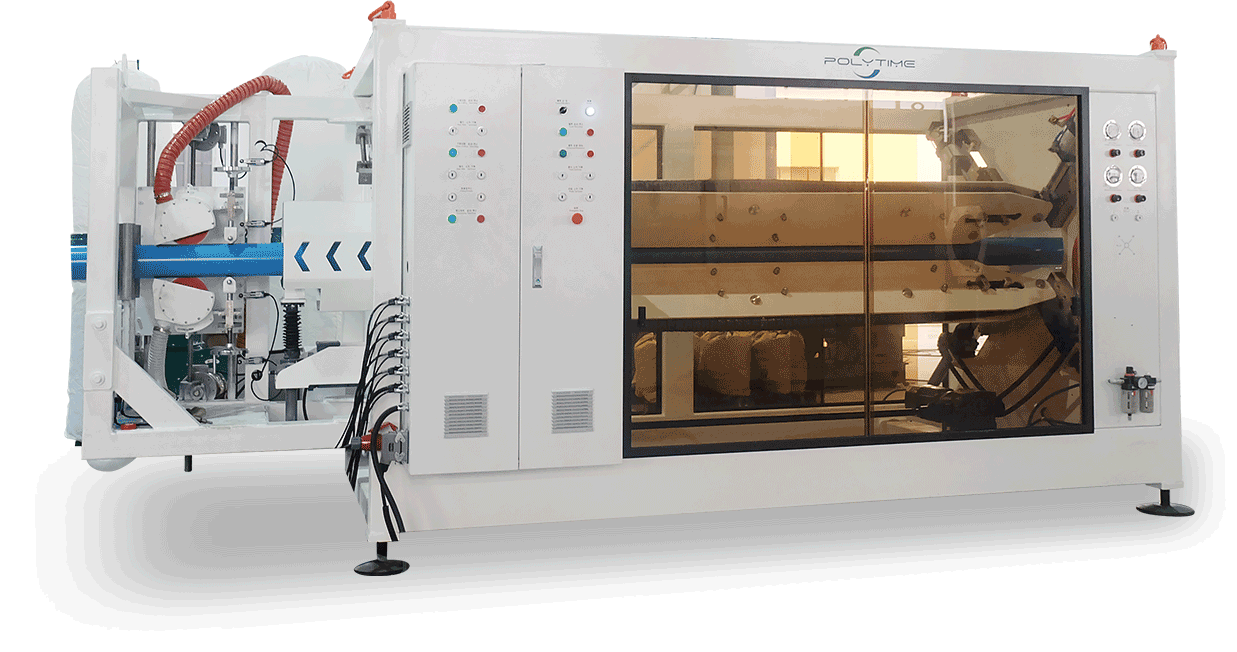
Belling vél
● Þegar innstungan er sett í er tappi inni í rörinu til að koma í veg fyrir að rörið hitni og rýrni.
● Róbotinn tekur upp og setur tappahlutann, fullkomlega sjálfvirkt
● Í ofninum er vatnskælingarhringur sem getur stjórnað hitunarhitastigi enda rörsins
● Heit lofthitun er í innstunguforminu til að stjórna hitastigi, snyrting með sjálfstæðri vinnustöð

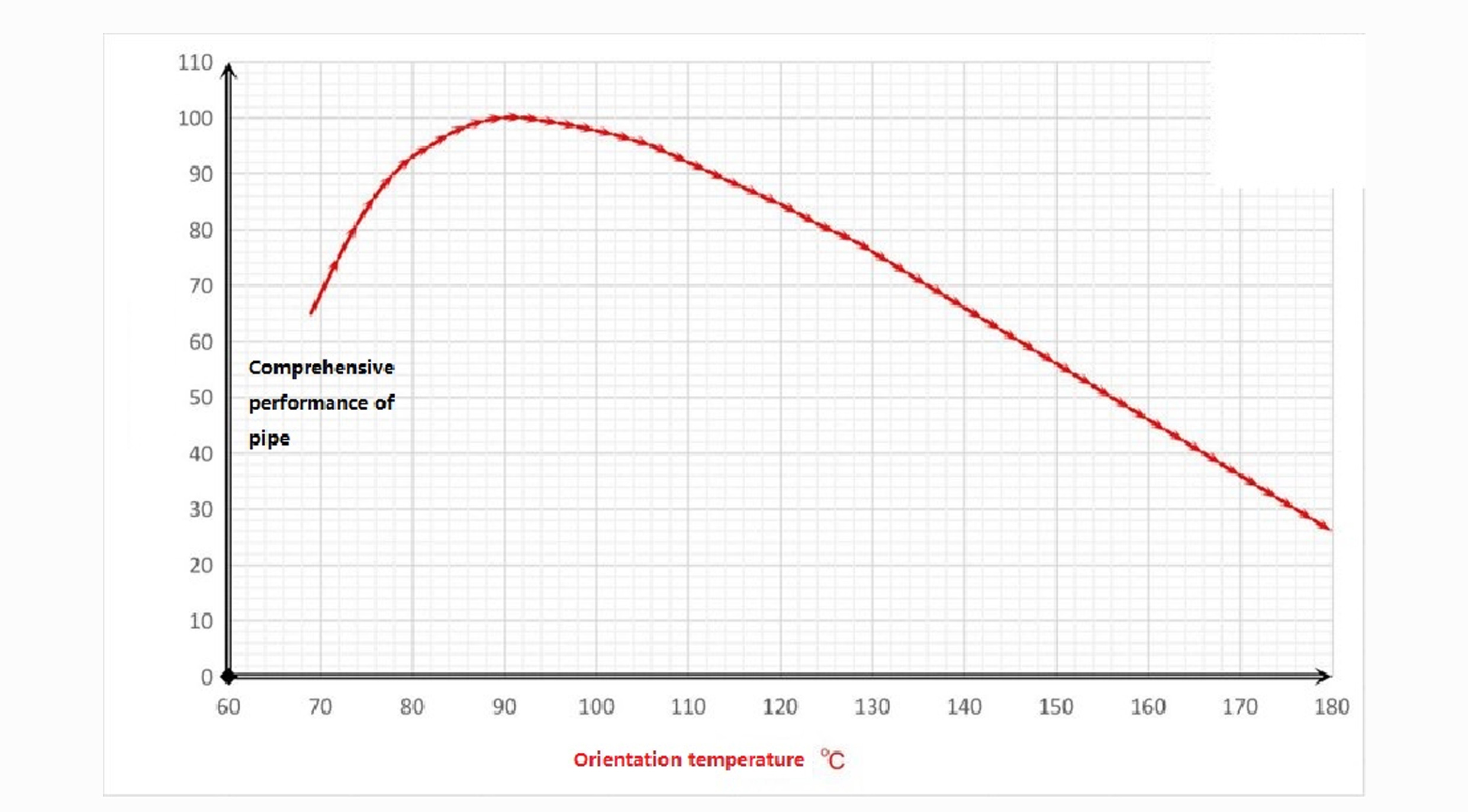
FRAMLEIÐSLUAÐFERÐ Á PVC-O PÍPUM
Eftirfarandi mynd sýnir sambandið milli stefnuhitastigs PVC-O og afkösta pípunnar:
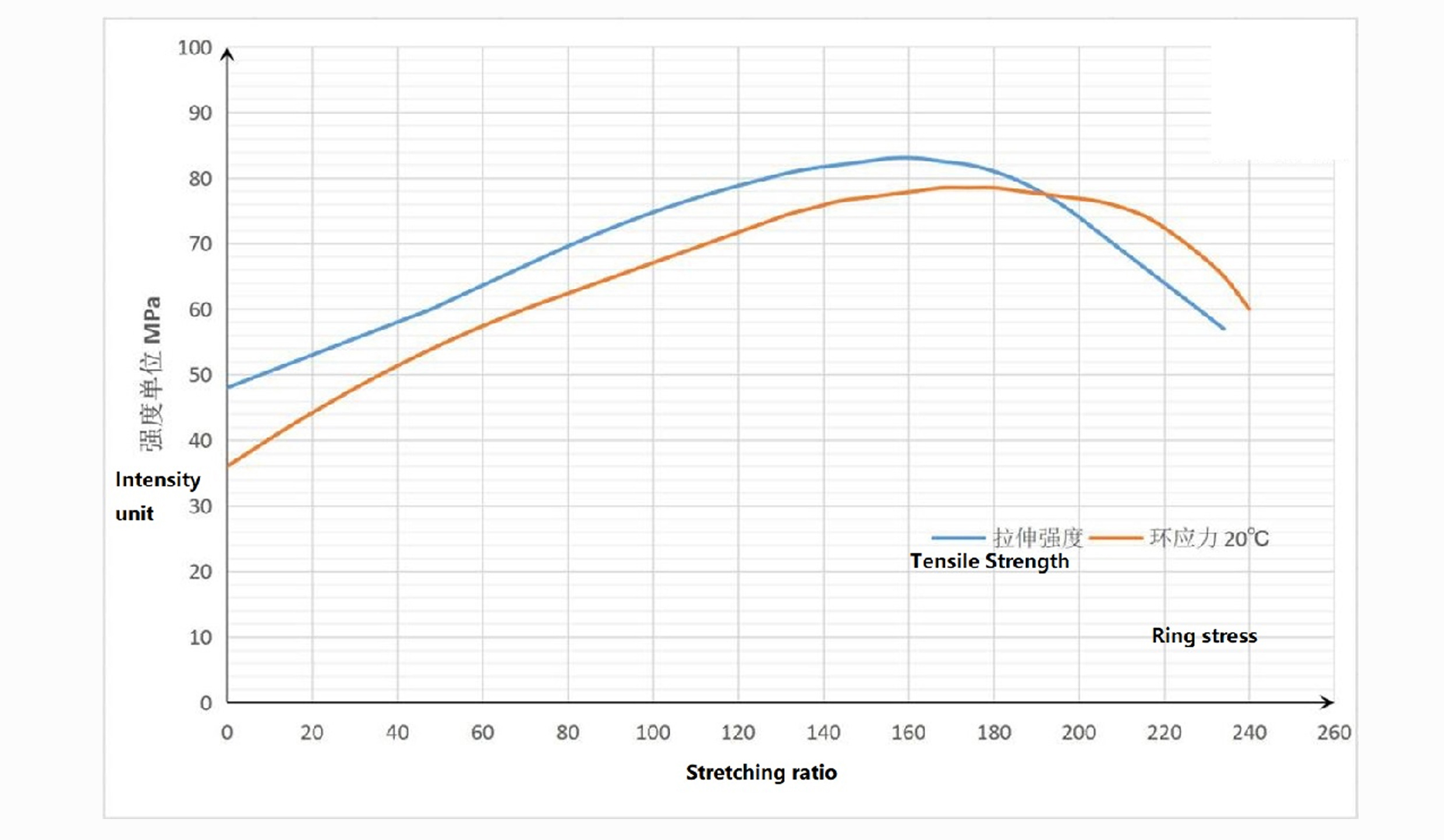
Myndin hér að neðan sýnir sambandið milli teygjuhlutfalls PVC-O og afkösts pípunnar: (til viðmiðunar eingöngu)
LOKAAFURÐ

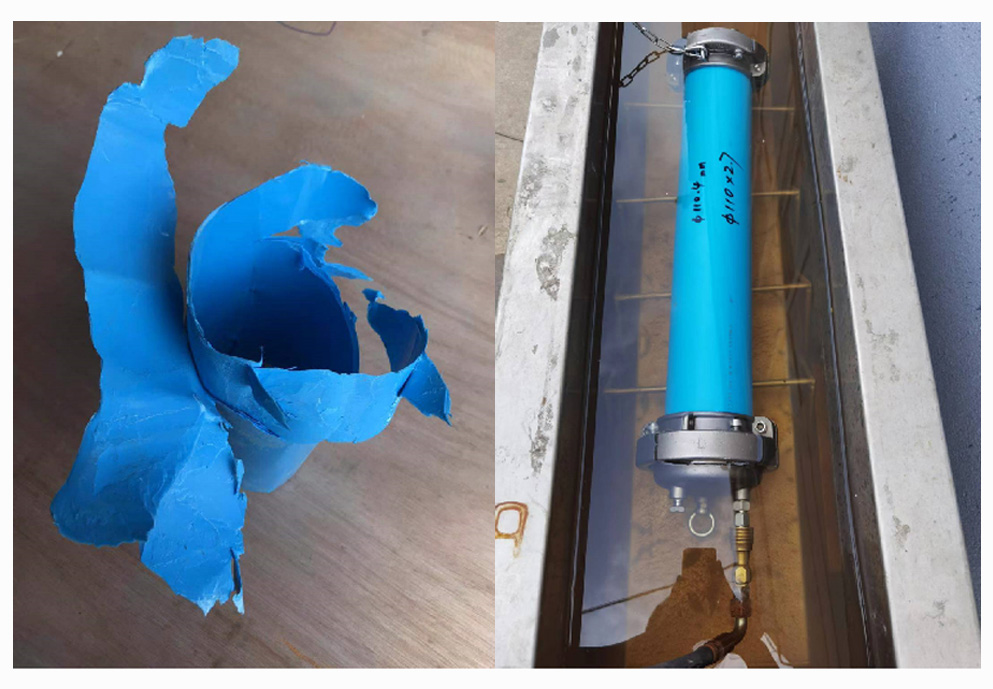
Myndir af lokaafurðum úr PVC-O pípum
Þrýstiprófun á lagskiptu ástandi PVC-O pípu